

What is an overhead conveyor?
In the world of material handling and industrial automation, overhead conveyors play an important role in improving efficiency, safety, and space utilization. These conveyors transport products or components above the working area, freeing up valuable floor space and ensuring smooth movement of goods through production lines. At ArSai Conve Systems, we specialize in designing and manufacturing high-performance overhead conveyor systems that meet the growing needs of industries such as automotive, food processing, warehousing, and manufacturing. But before we dive into its types and uses, let’s understand — what exactly is an overhead-conveyor and how does it work?
Overhead Conveyor Definition of Terms
An overhead conveyor is a type of conveyor system in which materials are moved along an overhead track using a chain, cable, or beam. Unlike traditional floor conveyors, an overhead conveyor system is suspended from the ceiling or a supporting structure, keeping the production floor clear. The overhead conveyor definition includes systems that use motor-driven chains, trolleys, or carriers to transport loads. These systems can handle light or heavy materials and are ideal for assembly lines, painting operations, packaging, and warehousing.
In simple words, an overhead conveyor helps move materials through the air — reducing manual handling, improving workflow, and enhancing safety.
Working Principle of Overhead Conveyor Systems
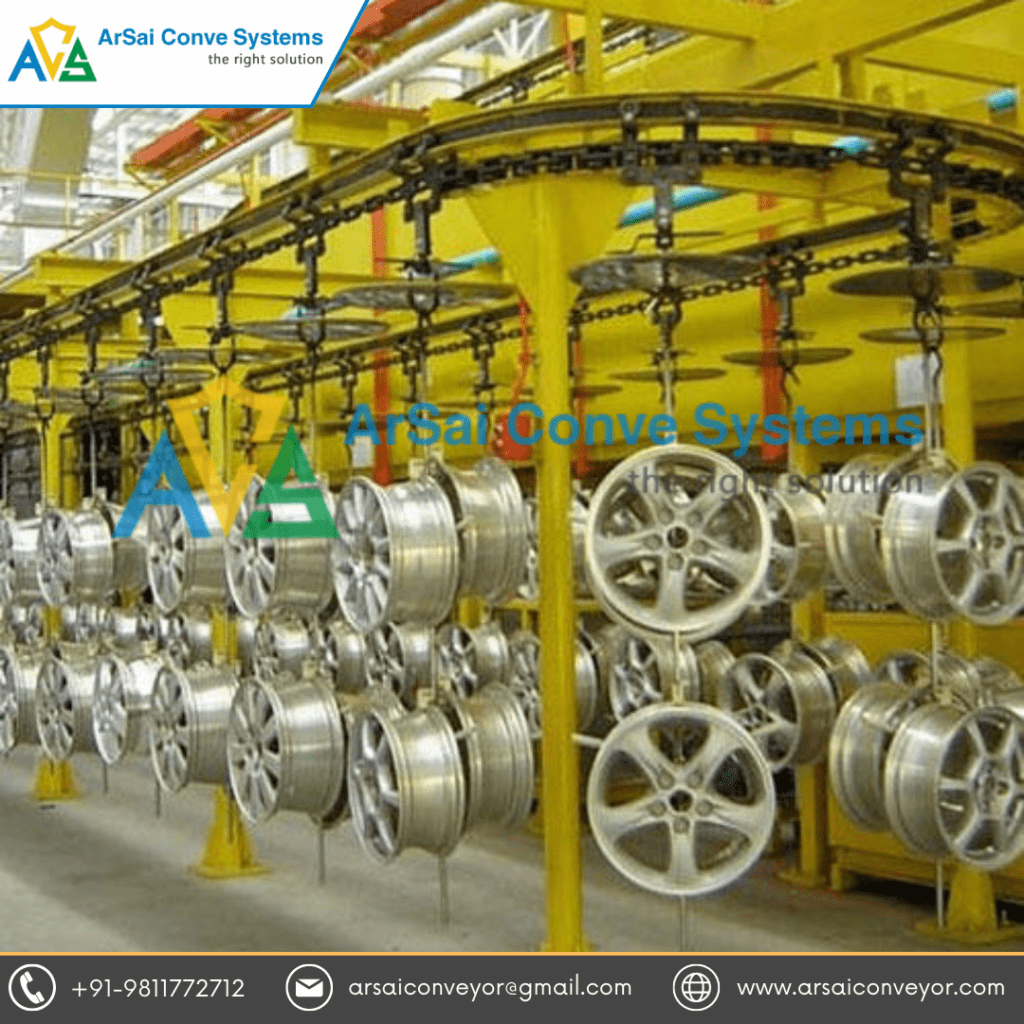
The working principle of overhead conveyor systems is quite straightforward yet efficient. A continuous loop of chain or cable moves along an enclosed or open track, and products are attached to hangers or trolleys that move along this track. The system is driven by a motorized unit, which pulls the chain and moves the load through different areas of the facility. Because the conveyor is mounted overhead, it eliminates ground clutter and ensures smooth, safe, and organized material flow. Overhead-conveyors can be configured in curves, inclines, or declines, allowing them to move materials efficiently around obstacles and within compact layouts.
Advantages of Overhead Conveyor Systems
Conveyor system offers multiple benefits:
- Space Utilization: Since the conveyor operates above the ground, it keeps the floor free for other operations.
- Improved Safety: Reduces manual handling and minimizes workplace injuries.
- Product Protection: Products are suspended, reducing the risk of damage from ground contact.
- Flexibility: Can handle loads of varying sizes and shapes.
- Customization: Easily integrated with painting booths, ovens, assembly stations, and packaging units.
These features make overhead-conveyors an essential part of modern automated systems in industries worldwide.
What is an Enclosed Track Overhead Conveyor?
An enclosed track overhead conveyor is a type of overhead chain conveyor where the moving chain is completely enclosed within a metal track. This design helps protect the chain from dust, dirt, and contaminants, ensuring smooth operation and minimal maintenance. The enclosed track conveyor is commonly used in clean environments such as paint finishing, food processing, and electronics manufacturing. Because of its compact design, it offers quiet operation and can navigate tight curves.
ArSai Conve Systems provides advanced enclosed track conveyors built with precision engineering, ensuring reliability and efficiency for diverse industrial applications.
Round Track Conveyor
A round track conveyor is another widely used type of overhead-conveyor system. It consists of a circular or tubular track through which a chain or trolley moves. These conveyors are extremely durable and are capable of handling both light and heavy loads. The round track conveyor is simple, economical, and highly efficient for transporting parts in manufacturing units, assembly shops, and paint lines. It is also popular in warehousing and automotive sectors for its low maintenance and long operational life.
At ArSai Conve Systems, we offer high-quality round track conveyors designed for precision movement, easy installation, and smooth handling across complex layouts.
Power and Free Conveyor
The Power and Free Conveyor is one of the most versatile types of overhead-conveyor systems. It consists of two tracks — a powered track that moves continuously and a free track that carries the load. The trolleys in the free track can stop, accumulate, or move independently of each other, allowing for greater flexibility in handling operations. This makes Power and Free Conveyors ideal for assembly lines where products may need to stop for inspection, painting, or curing before moving to the next stage. They are extensively used in automotive, furniture, and appliance manufacturing industries. At ArSai Conve Systems, our Power and Free Conveyor Systems are built for heavy-duty use, combining durability with intelligent control systems for efficient material handling.
Cross Track Conveyor
A Cross Track Conveyor is designed to transfer loads from one conveyor line to another, often at right angles. It is used to change the direction of material flow or to divert products between multiple processing or assembly lines. This type of overhead-conveyor enhances system flexibility, allowing smooth transfer of goods without manual intervention. It helps optimize workflow in complex production environments. ArSai Conve Systems manufactures customized Cross Track Conveyors that integrate seamlessly into your existing overhead conveyor system, improving automation and productivity.
I-Beam Trolley Conveyor
The I-Beam Trolley Conveyor is one of the most robust and traditional designs in the overhead-conveyor family. It uses an I-shaped steel beam as a track on which trolleys move. These conveyors are designed for heavy-duty applications and can carry large, bulky items such as automobile frames, machinery parts, and industrial components. The I-Beam Trolley Conveyor is highly reliable, simple in design, and easy to maintain. Its load capacity can be adjusted by changing the beam size, making it ideal for industries that require high-strength material handling. ArSai Conve Systems provides I-Beam conveyor systems that combine strength, flexibility, and long service life, ensuring your production lines run smoothly and efficiently.
Applications of Overhead-Conveyors
Overhead conveyor systems are used in a wide range of industries due to their flexibility and ability to handle complex material flow. Some of the key applications include:
- Automobile assembly lines
- Powder coating and painting systems
- Food processing and packaging
- Garment and laundry handling
- Warehouse and distribution centers
Whether it’s moving products through a paint booth or transporting parts between workstations, overhead chain conveyors make the process faster, cleaner, and more organized.
Why Choose ArSai Conve Systems?
ArSai Conve Systems is a trusted name in overhead-conveyor manufacturing, offering customized solutions tailored to your industry needs. Our conveyors are designed for reliability, durability, and energy efficiency. We use advanced engineering and precision manufacturing to ensure our systems deliver maximum productivity and minimal downtime. From concept to installation, our team works closely with clients to design overhead-conveyor systems that optimize workflow, reduce costs, and enhance safety.
When you choose ArSai Conve Systems, you choose excellence in overhead-conveyors technology and service.
Conclusion
An overhead-conveyor is much more than a simple material handling system — it’s a smart solution that maximizes space, improves efficiency, and enhances safety in any industrial setup. Whether you need an enclosed track conveyor, round track conveyor, power and free system, or I-beam trolley conveyor, ArSai Conve Systems offers world-class solutions built to perform and last. Upgrade your production line with reliable, efficient, and high-quality overhead conveyor systems from ArSai Conve Systems, where innovation meets performance.