

Overhead Conveyors: What is an Overhead Conveyor?
In modern industries, moving materials from one place to another quickly and safely is very important. This is where conveyor systems play a vital role. Among different types of conveyors, the overhead conveyor is widely used because it saves space and improves efficiency.
In this blog by ArSai Conveyor Systems, we will explain everything in simple words — including Overhead Conveyors: What is an overhead conveyor?, how it works, its components, and its uses in different industries.
What is an Overhead Conveyor?
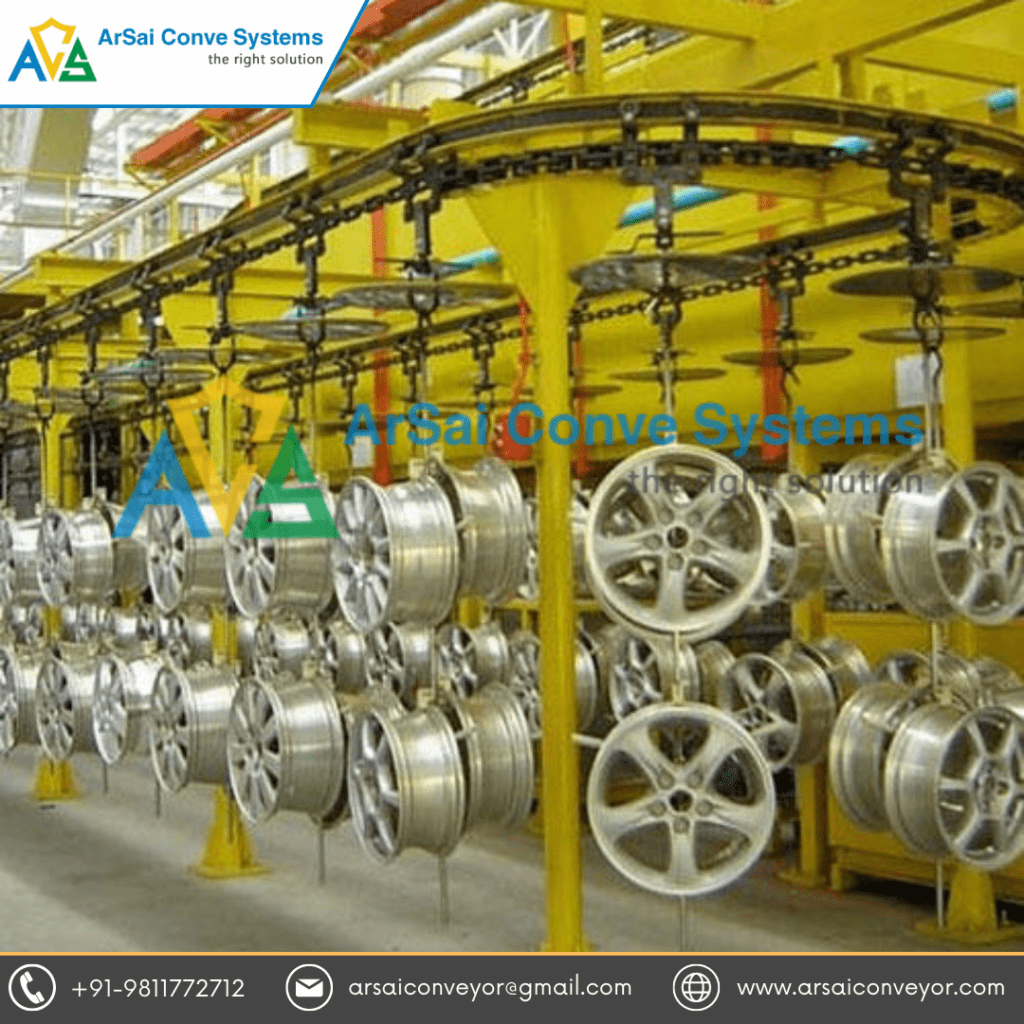
An overhead conveyor is a type of material handling system that moves items above the ground level using a track or rail system. Instead of placing goods on the floor, the system carries them through the air using chains, hooks, or trolleys. This system is very useful in industries where floor space is limited or where smooth and continuous movement of materials is required.
How Does an Overhead Conveyor Work?
The working of an overhead conveyor is simple and efficient.
- A track or rail is fixed above the working area
- A chain or trolley moves along this track
- Products are attached using hooks or carriers
- The system moves continuously or at controlled speed
- Materials reach the required location smoothly
This process helps industries maintain a proper conveyor line without interruptions.
Types of Overhead Conveyors
There are different types of overhead conveyors used in industries:
- Manual Overhead Conveyor- Operated by workers, suitable for small-scale operations.
- Powered Overhead Conveyor- Runs automatically using motors and is ideal for large industries.
- Overhead Conveyor Belt System- In some cases, an overhead conveyor belt is used for carrying lightweight materials continuously.
- Enclosed Track Conveyor- Used for cleaner and safer operations.
Each type is selected based on the industry requirement and production volume.
Overhead Conveyor Components
To understand the system better, let’s look at the main overhead conveyor components:
- Track or Rail- The path on which the conveyor moves.
- Chain or Drive System- Responsible for moving the conveyor.
- Trolleys or Carriers- Hold and carry the materials.
- Hooks or Attachments- Used to hang products securely.
- Motor and Gear System- Provides power for movement.
- Control System- Used to manage speed and direction.
All these components work together to ensure smooth and continuous operation of the system.
Advantages of Overhead Conveyor Systems
Using an overhead conveyor offers many benefits:
- Saves Floor Space- Since materials move above the ground, more space is available for other work.
- Improves Productivity- Continuous movement reduces delays and increases efficiency.
- Reduces Labor Work- Less manual handling is required.
- Better Organization- Keeps the workplace clean and organized.
- Safe Material Handling- Reduces the risk of damage and accidents.
Applications of Overhead Conveyors
Overhead conveyors are used in many industries due to their flexibility and efficiency:
- Automobile manufacturing
- Paint shops and coating plants
- Warehousing and logistics
- Food processing industries
- Textile and garment industries
- Assembly line production
In these industries, the overhead conveyor becomes an important part of the conveyor line.
Overhead Conveyor Belt vs Traditional Conveyor
Many people confuse overhead conveyors with traditional conveyor systems. Let’s understand the difference:
| Feature | Overhead Conveyor | Traditional Conveyor |
|---|---|---|
| Position | Above ground | On the floor |
| Space Usage | Saves space | Uses floor space |
| Flexibility | High | Moderate |
| Material Handling | Hanging or suspended | Flat surface movement |
An overhead conveyor belt is especially useful when space optimization is important.
Maintenance Tips for Overhead Conveyor
To keep your overhead conveyor system working properly, regular maintenance is important:
- Check the chain and track regularly
- Lubricate moving parts
- Inspect hooks and carriers
- Monitor motor performance
- Clean the system to avoid dust buildup
Proper maintenance increases the life of the system and ensures smooth operation.
Overhead Conveyor FAQ
Here are some common questions in this overhead conveyor FAQ section:
1. What industries use overhead conveyors?
They are widely used in automobile, manufacturing, and warehouse industries.
2. Can overhead conveyors handle heavy loads?
Yes, they can be designed for both light and heavy materials.
3. Is installation complicated?
No, with proper planning and expert support, installation is simple.
4. Are overhead conveyors safe?
Yes, they are safe when used with proper design and maintenance.
Why Choose Overhead Conveyor Systems?
Overhead conveyors are a smart solution for industries looking to improve efficiency and save space. They allow smooth material movement without disturbing the workspace.
At ArSai Conveyor Systems, we design and deliver high-quality conveyor systems that match modern industrial needs. Our solutions are reliable, easy to operate, and built for long-term performance.
Conclusion
To sum up, understanding Overhead Conveyors: What is an overhead conveyor? is important for industries aiming to improve their material handling process. An overhead conveyor is a powerful system that moves products efficiently while saving valuable floor space.
With the right overhead conveyor components, proper design, and regular maintenance, businesses can achieve better productivity and smoother workflow. Whether it is a manufacturing unit or a warehouse, an overhead conveyor plays a key role in building an efficient conveyor line.
If you are planning to upgrade your system, choosing the right overhead conveyor solution can help your business grow faster and work smarter.